Ficha Otros ajustes
En la ficha del diálogo Configuración se realizan los siguientes ajustes:
|
Elemento |
Significado |
|---|---|
|
Apartado | |
|
|
Permitir el agrupamiento de pasadas técnicas con diferentes tipos de variador en una carrera. |
|
|
Excluir el agrupamiento de pasadas técnicas con diferentes tipos de variador en una carrera. |
|
|
Utilizar variador central donde sea posible. |
|
|
Acortar el tiempo de tisaje de la pieza de tisaje (p.ej. Petinet) en la máquina si es posible. |
|
Apartado | |
|
|
Distribuir las pasadas de transferencia y de desprendimiento en varios sistemas |
|
|
Distribuir las pasadas de transferencia y de desprendimiento en varios sistemas |
 : Si la distancia entre los sectores de tisaje es mayor que nueve pulgadas, se lleva a cabo el variador central entre dos sistemas consecutivos.
: Si la distancia entre los sectores de tisaje es mayor que nueve pulgadas, se lleva a cabo el variador central entre dos sistemas consecutivos.
 .
.|
Apartado | |
|
|
El sector de muestra derecho comienza tejiendo de derecha a izquierda, siguiendo en sentido inverso. El sector de muestra izquierdo comienza de izquierda a derecha y prosigue en sentido inverso. En este método se debe tener en cuenta que, durante el menguado entre dos sectores de muestra, siempre se mengua hacia un número par de pasadas. En este caso los guíahilos siempre permanecen fuera del sector de transferencia durante el menguado. |
|
|
En este método se trabaja de acuerdo con dos sectores de Intarsia contiguos. El sector de muestra izquierdo comienza a tejer de derecha a izquierda y después comienza el sector de muestra derecho. Al mismo tiempo, el sector de muestra derecho comienza a tejer de izquierda a derecha y después lo hace el sector de muestra izquierdo. |
|
Cuadro de lista |
Indicar distancia en pasadas, hasta la que aún se agrupan campos de hilo. |
|
|
Si la casilla de verificación está activada, se entrará el comando WS0 en el programa de tisaje. |

|
Apartado | |
| Si está activada la casilla de verificación, todas las pasadas técnicas con la acción de la aguja Malla cargada son tejidas con un sistema de tisaje para el cual fue establecida la función Malla cargada no prensada. Para diferentes pasadas active la función en la columna de control Función del sistema. |
|
Apartado | |
|
|
Si la casilla de verificación está activada, se trabajará con diferentes longitudes de malla en una pasada técnica. Si esta casilla de verificación está desactivada, durante el procesamiento técnico se utilizará la longitud de malla utilizada con más frecuencia para todas las demás mallas. |
|
|
Si en una muestra con forma existe un valor NP propio (
|
|
|
Entrar el valor NP para el canto de la forma. |
|
|
Entrar el valor NP para fuera de las agujas. |
|
|
Indicar velocidad del carro para MSECNPJ. |
|
Apartado | |
|
|
Para una pasada en vacío se introducirá el comando W0 en el programa de tisaje (Sintral). Así se desactivará el estiraje del tejido. |
|
|
Para una pasada en vacío se aplicarán los valores de la Tabla de estiraje del tejido de la entrada S0 estándar en el programa de tisaje. |
|
|
Para una pasada en vacío se aplicarán los valores de la Tabla de estiraje del tejido de la entrada S0 estándar de la pasada de tisaje siguiente al programa de tisaje. |

 ) para un canto de la forma, se activa esta casilla de verificación para que al igualar las longitudes de malla se utilice la longitud de malla diferente en el borde de la forma.
) para un canto de la forma, se activa esta casilla de verificación para que al igualar las longitudes de malla se utilice la longitud de malla diferente en el borde de la forma.

|
Apartado | |
|
|
|
|
|
Asignación de guiahilos para productividad optimizada |
|
|
Asignación de guiahilos para l'inserción segura del hilo en caso de que los campos de color de Intarsia estén aumentando. |
|
Cuadro de lista |
Ajustar la distancia de seguridad para poder lograr distancias de guiahilos más estrechas particularmente en caso de galgas más gruesas. |
Apartado | |
| Los nuevos colores de vanisado automáticamente recibirán la identificación de tipo ikat al ser creados.
|
| Nuevos colores de vanisado son creados sin la identificación de tipo ikat. |
Apartado | |
| En caso de una cantidad menor de agujas, las pasadas con son distribuidas automáticamente en varios sistemas.
|

 : ¡Tiene efecto también en pasadas con CA!
: ¡Tiene efecto también en pasadas con CA!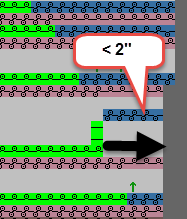

 : ¡El valor no debe ser inferior el valor predeterminado!
: ¡El valor no debe ser inferior el valor predeterminado!|
Apartado | |
|
|
|
|
El procesamiento técnico determina la posición de parada optimizada en el borde del tejido. Los guiahilos no utilizados brevemente se encuentran lo más cercanos al borde del tejido que sea posible. | |
|
Cuadro de lista |
Ajustar la distancia entre guiahilos parados y el borde del tejido. |
|
Cuadro de lista |
Ajustar la distancia entre los guiahilos parados. |
|
Apartado | |
| |
| Fijar los hilos flotantes verticales en el borde del tejido. En la columna de control Fijación del borde usted controla la fijación del borde por pasada. Fijación del borde En el diálogo Asignación de campos de hilo usted controla la fijación del borde para la muestra completa o para campos de hilo individuales. Fijación del borde |
| Seleccionar el módulo para el borde izquierdo del tejido. |
| Seleccionar el módulo para el borde derecho del tejido. |
| Determinar número de pasadas después de la cual se debe fijar el hilo flotante. |


Apartado ¡Solo efectivo para encerrar el hilo de trama por medio de transferencia! | |
| En cualquier caso envolviendo, el Hilo de trama está encerrado en el borde del campo de hilo Sin esta opción, puede surgir una distancia residual sin encerramiento. |
| |

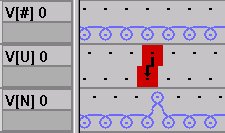
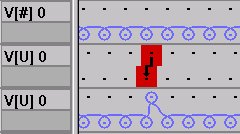
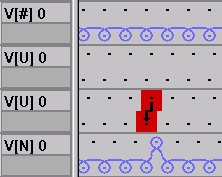
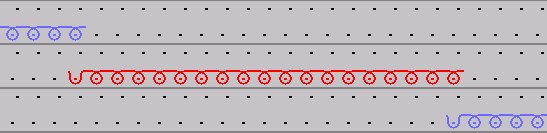
Ejemplo para variador por carrera del carro:
|
Diferentes tipos de variador antes del procesamiento técnico | Resultado después del procesamiento técnico con el botón de opción seleccionado Ajustar tipo de variador en la carrera (UN, U#, N#, U#N) | Resultado después del procesamiento técnico con el botón de opción seleccionado No ajustar el tipo de variador en la carrera |
|---|---|---|
|
|
|
| Las dos primeras pasadas se agrupan en una carrera. | No se agrupan pasadas en una sola carrera. Tras la pasada de transferencia es necesaria una pasada en vacío puesto que el guiahilos está en el otro lado. |

- Si en el diálogo Asignación del campo del hilo en la columna
 está asignada la opción
está asignada la opción  , entonces no se agruparán los guiahilos, puesto que el ligamento se caería de la cabeza de la aguja al tejer.
, entonces no se agruparán los guiahilos, puesto que el ligamento se caería de la cabeza de la aguja al tejer. - La función
 se desactivará en los sectores en los que se haya definido una secuencia de tisaje en el diálogo Datos de pasadas técnicas y/o para los que se haya establecido el ajuste
se desactivará en los sectores en los que se haya definido una secuencia de tisaje en el diálogo Datos de pasadas técnicas y/o para los que se haya establecido el ajuste  en la columna de control
en la columna de control  .
. - La función puede quedar sin efecto si fue establecida la opción
 :
: - Los guiahilos de un número superior de barra no se moverán delante del guiahilos colindante de un número inferior de barra si la opción está seleccionada.
- Esta regla puede llevar a resultados diferentes dependiendo de la dirección, dado que la secuencia de tisaje se puede invertir con la dirección del carro.
- La opción también tiene efecto en campos de hilo donde no se ensancha el color.