Les nouveautés de M1plus?
Version actuelle du logiciel M1plus : 7.0
M1plus V7.0 est compatible avec le système d'exploitation de la machine EKC 2.1
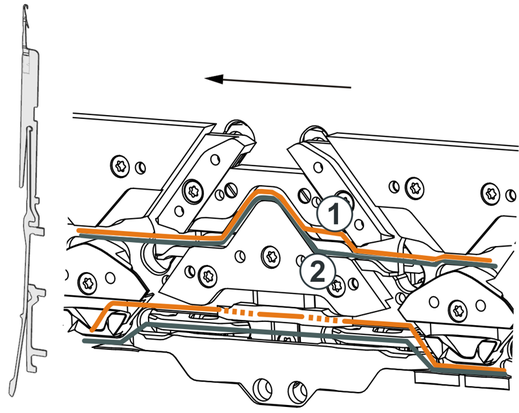
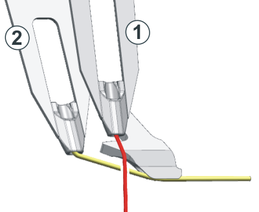
Presse avec courbe de déviation
 uniquement EKC 2.0
uniquement EKC 2.0
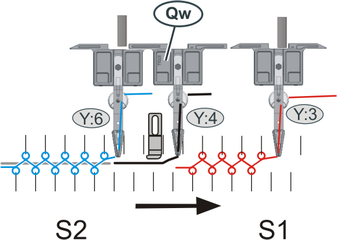
Fils verticaux sur les pistes avant uniquement
- Fils fils verticaux si possible sur les pistes avant et centrales
- Pistes 3, 4 et 5
- Fil de trame uniquement sur la piste arrière
- Piste 6
- Presse uniquement de l'arrière
Option et - Couleur de vanisage avec fil de trame avec l'option
- Avantage:
- Plus de pistes pour les guide-fils avec arrêt dans le tricot (fils verticaux)
- Presses libres pour l'équipement avec d'autres types
Type 2 avec rainure profonde pour zones sans fils verticaux
Réglages
- Onglet Presse
- des Caractéristiques des machines
- des Attributs de machine
- Colonne de commandePresse-mailles (ADF-W, CMS-W)
Utilisation
- Comme presse-trame avec :
- Normal-Fadenführer
- Guide-fil de trame type Qw
- Comme presse d'entrée
- Nouveauté :
Guide-fil de trame précédent pour toutes les machines CMS W.
Type de guide-fil Qw, aussi dans le Sintral.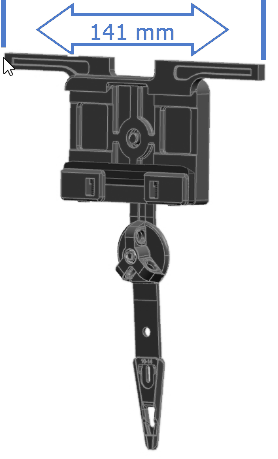
- Largeur de conduite : 141 mm
Une largeur de conduite différente peut être définie dans la boîte de dialogue Attribution des champs de fil. Attribution des guide-fils (attribution du champ de fil)
Attribution des guide-fils (attribution du champ de fil) - Passé de système 2 ou système 3 afin que le presse de mailles nécessaire du fil de trame soit disponible.
- Machine W - Nouveau guide-fil de trame Qw
Modifier des fichiers *.jac :
- Lorsque vous ouvrez un fichier *.jac, le modifiez et l'enregistrez, ce n'est pas un fichier *.mdv (dessin) mais un fichier *.jac qui est enregistré.
- Lorsque vous glissez un fichier *.zip (programme de tricotage) sur le M1plus avec glisser-déplacer, le M1plus vérifie si le fichier *.zip contient un fichier *.jac.
- Le fichier *.jac est temporairement décompressé et ouvert.
- Lors de la sauvegarde, le fichier *.jac modifié est écrasé et réécrit dans le fichier *.zip.
- Utilisez pour ceci
 7-Zip comme application standard pour les fichiers *.zip.
7-Zip comme application standard pour les fichiers *.zip.
- Le menu / / à été renommé en conséquence.
/ / Importer MC-Jacquard......
Nouvel ordre Sintral EXIT
Terminer un rapport lorsqu'une certaine condition est remplie.
Exemple:
Modules Float and Lock pour k&w CMS 502 Bc
| ||
|
| |
| Float and Lock_Bc [8--8] | |
|
| Float and Lock_Bc [0--8] |

- Le rapport est répété jusqu'à ce que la remisse du tricot ait eu lieu.
- Après la remise du tricot, le peigne se déplace vers sa position la plus basse.
#140=0 - Avec cette condition remplie, le rapport se termine.
IF #140=0 EXIT RBEG
Indication:
IF #140=0 EXIT RBEG avant la fin du rapport (REND)
Afin que les guide-fils se trouvent, à la fin du rapport, du bon côté de la machine pour la rangée de tricotage suivante et que la direction du chariot soit adéquate.
IF #140=0 EXIT RBEG
REND
Vous pouvez ainsi utiliser l'ordre Sintral EXIT :
- Dans un rapport
RBEG
:
IF xxx EXIT RBEG
:
REND - Dans une répétition
REP
:
IF xxx EXIT REP
:
REPEND - Sous une condition
- Exemple:
IF #140=0
Lorsque le compteur 140 affiche la valeur 0. - Décisions IF
Nouvel ordre "EXIT" - Terminer un rapport lorsqu'une certaine condition est remplie
Compteur de configuration
Ces compteurs indiquent l'équipement de la machine.
#MCC=0 | Fonture de pince et de coupe présente à gauche et à droite |
#MCC=1 | Fonture de pince et de coupe absente à gauche et à droite |
#MCC=2 | Fonture de pince et de coupe présente à droite |
#MCC=3 | Fonture de pince et de coupe présente à gauche |
#MTCCW | Largeur de couplage en pouces (tandem avec peigne) |
GETTIME | Reprendre l'heure dans les compteurs 219, 220 et 221 |
#MTDSYS=0 | Pas de tirage du tricot |
#MTDSYS=1 | Tirage principal |
#MTDSYS=2 | Tirage principal + tirage auxiliaire |
#MTDSYS=3 | Tirage principal + peigne |
#MTDSYS=4 | Tirage principal + tirage auxiliaire + peigne |
#MTDSYS=5 | Tirage à bande |
#MTDSYS=6 | Tirage à bande + peigne |
Compteur de guide-fils
Ces compteurs indiquent les positions d'arrêt et les attributions des guide-fils.
#POGS | Arrêt du côté sortie |
#PNGS | Arrêt en face du côté sortie |
#PY[] | Position d'arrêt des guide-fils dans le tricot |
#IYN | Ramener le guide-fil
|
YFLP:= | Faire la liste des guide-fils fiables |
YFLN:= | Faire la liste des guide-fils exclus |
knitelligence
CMS 303 HP B TT Sport

- avec 0 –-- 12 points de pince/coupe
 0 –-- 12 sur Onglet Options 0 –-- 12/12 dans leContrôle Sintral (programme)
0 –-- 12 sur Onglet Options 0 –-- 12/12 dans leContrôle Sintral (programme) - Sans points de pince/coupe sur Onglet Options
Nouveaux départs k&w pour CMS 202 HP B
|
| |||
|
| |||
|
| |||
|
| |||
|
|
| ||
|
|
| ||
|
| |||
|
|
| ||
|
|
| ||
STOLL-autocreate®
Crear de forma automatizada programas de tisaje sin intervenciones manuales en el equipo de diseño de muestras.
- Productos individualizados
- Productos personalizados
- Opciones de diseño para el cliente final
- Series de tamaños de un artículo
- Artículos de moda y productos promocionales
Los pasos más importantes
- Preparación
- Crear plantilla de muestra sin contenido.
Máquina, galga y máximo tamaño de muestra - Generar todos los CA necesarios.
Con colores establecidos - Definir técnica de tisaje y verificar.
- Establecer pasos de procesamiento automáticos y registrarlos.
Crear script. - Pasos automatizados
- Crear nueva muestra (*.mdv)
Con plantilla preparada - Importar imagen
Motivo con los colores del CA
p.ej. STOLL artwork - Cargar corte o importar la imagen
p.ej. STOLL artwork - Recortar forma
- Asignar CA pasada por pasada
- Ejecutar procesamiento técnico
- Generar programa de tisaje, controlar y extraerlo
- Salir del M1plus
Para ello necesitará:
- Todo lo demás a través del servicio de asistencia de STOLL
- http://software.stoll.com/gks/help/2.3/es-ES/6038032139.html

- EKC 2.1 avec clavier, souris et lecteur de smart card
- Avoir accès au poste de travail M1plus à distance

- Carte à puce uniquement sur le pavé tactile
- Quitter M1plus avant de retirer la carte à puce.
- Carte à puce sur les deux ordinateurs
- M1plus peut rester ouvert.
- Aucune fonction tactile ou fonctions tactiles limitées
- Pas de geste sauf le zoom

- Les boîtes de dialogue Configuration et Attribution des champs de fil peuvent être déplacées avec la roulette de défilement enfoncée.
 Enregistrez le réglage des fenêtres du M1plus pour l'accès à distance.
Enregistrez le réglage des fenêtres du M1plus pour l'accès à distance.
Gérer les fournisseurs électroniques via les ports CANbus
- Les fournisseurs EFS 820 et EFS 920 de l'entreprise Memminger sont supportés.
- Les ordres DEVOUT sont toujours supportés pour une certaine période de transition.
Un fonctionnement mixte d'ordres DEVOUT et des nouveaux ordres Sintral n'est pas autorisé. - Plus d'informations à Fournisseurs
Avantage de la gestion via les CAN
- Jusqu'à 100 groupes de fournisseurs
- Messages d'erreur directement dans l'interface de l'utilisateur EKC
Modifications dans le M1plus :
- Les cases à cocher
 à l'onglet Configuration/Zones de tricotage sont supprimées.
à l'onglet Configuration/Zones de tricotage sont supprimées.
Onglet Zones de tricotage - Nouvelles option à l'onglet Caractéristiques des machines / Options à la rubrique
-
-
- Onglet Options dans Attributs MC ou Caractéristiques des machines
- Attribution par groupes dans la boîte de dialogue dans la boîte de dialogue Attribution des champs de fil et dans l'éditeur de Setup
- 6 groupes pour les EFS avec commande en série
- 100 groupes pour les EFS avec commande via les CANbus
- Colonne pour EFS commandés via les CANbus
- Onglet Fournisseurs dans l'éditeur de Setup 2
- Menu contextuel des guide-fils dans Attribution des guide-fils (attribution du champ de fil)
- Fonctionnement mixte de EFS en série et avec commande via CAN-Bus
- Pas possible sur certaines machines !
- Les programmes de tricotage avec 6 groupes de fournisseurs maximum peuvent être utilisés sur les machines avec les deux variantes.
Les CMS avec commandes STx11 et STx68 ne sont plus supportés
- Les machines restent disponibles dans la base de données de machines.
- Les dessins pour ces machines peuvent toujours être élaborés.
- Les nouvelles fonctionnalités ne sont pas supportées le cas échéant.
- La vérification du Sintral-Check n'est plus étendue.
Ascon avec alimentation en fil centrale par le haut pour les machines ADF
- Sur le ADF
ADF - ASCON du haut - Dans l'Éditeur de Setup
Réglages de base - Dans la boîte de dialogue Attribution des champs de fil
- Attribution des guide-fils (attribution du champ de fil)
W+PPression
La valeur standard W+P du est au moins 4 maintenant.
Les valeurs > 4 son inchangé.
- globalparameters.mdv
- CMS x30S
- globalparameters_553_554_625_633_664.mdv
- globalparameters_553_554_625_633_664_ge9.2.mdv
- CMS 830 C, CMS 520 C +
- globalparameters_570_629_647_652_573_631_662_672_666.mdv
- CMS 502, ….
- globalparameters_626_637_638_645_646_653_654_575_577_579.mdv
- CMS 502 HP +, ….
- globalparameters_668_669_658_690_691_692_693.mdv
- ADF 830-24, ADF 530-32
- globalparameters_681_682_686_688_649_650_803_804_808_809_825_822.mdv
Dévoré (1 système)
Conversion de la chute pour les techniques de dessin dévoré
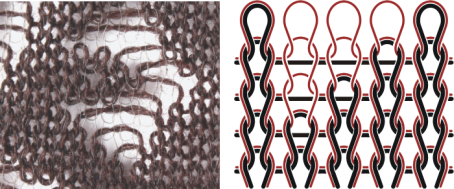
- ADF D5“avecEKC 2.1
- Conversion de la chute pour Dévoré (1 système)
Configurer par Onglet fonctions système - Fil du motif et fil d'entrelacement comme part d'une couleur de vanisage
Vanisage (barre d'outils) - Entrée dans la colonne de commandeFonction système
- Le commande Sintral SX ne doit pas être utilisée dans le programme de tricotage.
- La combinaison avec
 n'est pas possible !
n'est pas possible !